
numero Sfoglia:0 Autore:Editor del sito Pubblica Time: 2026-01-29 Origine:motorizzato









L'anodizzazione di Tipo II funziona meglio per parti in alluminio decorative o leggere, mentre l'anodizzazione di Tipo III è ideale per ambienti pesanti e soggetti a usura elevata. La tabella seguente evidenzia le principali differenze:
Caratteristica | Tipo II | Tipo III |
|---|---|---|
Durabilità | Moderare | Massimo |
Spessore | 5–25 μm | 25–100 μm |
Aspetto | Ampie opzioni di colore | Scelte di colore limitate |
Costo (per parte) | $ 8 | $ 15 |
Usi tipici | Consumatore, cosmetico | Industriale, resistente all'usura |
La scelta dell'anodizzazione corretta dipende dai requisiti dell'applicazione, dalla durata prevista, dal budget e dall'aspetto. Welden fornisce entrambe le opzioni, guidandoti attraverso Come sapere se l'anodizzazione di Tipo II è adatta alle mie parti in alluminio?.
L'anodizzazione di tipo II è la migliore per applicazioni decorative e leggere, offrendo un'ampia gamma di opzioni di colore.
L'anodizzazione di tipo III offre la massima durata e resistenza all'usura, rendendolo ideale per ambienti industriali e pesanti.
Considerare l'ambiente operativo quando si sceglie l'anodizzazione; Il tipo II è adatto a condizioni miti, mentre il tipo III è per ambienti difficili.
L'anodizzazione di Tipo II è più economica, mentre il Tipo III ha un costo iniziale più elevato ma offre una protezione più duratura.
Valutare le esigenze estetiche del tuo progetto; Il Tipo II consente colori vivaci, mentre il Tipo III ha scelte di colore limitate.
Tenere sempre conto delle variazioni di spessore dovute all'anodizzazione; Il tipo II aggiunge 5-25 µm, mentre il tipo III aggiunge 25-100 µm.
Consulta esperti come Welden per garantire che il giusto processo di anodizzazione sia in linea con i requisiti e gli standard del tuo progetto.
Comprendere le esigenze specifiche della tua applicazione ti aiuterà a selezionare il tipo di anodizzazione più adatto per ottenere prestazioni ottimali.
L'anodizzazione è un processo elettrochimico che trasforma la superficie dell'alluminio in uno strato di ossido durevole e resistente alla corrosione. Questo processo avviene in un ambiente controllato, solitamente coinvolgendo un bagno di acido solforico. Quando una corrente elettrica passa attraverso la parte in alluminio, la superficie reagisce con l'ossigeno per formare ossido di alluminio. Questo strato di ossido diventa parte integrante del metallo, non solo un rivestimento superiore.
Il processo di anodizzazione prevede diversi passaggi chiave:
Pulizia dell'alluminio per rimuovere i contaminanti.
Immergere la parte in un bagno elettrolitico acido.
Applicazione di una corrente elettrica per innescare l'ossidazione.
Sigillatura della superficie per bloccare le proprietà protettive.
Le reazioni chimiche durante l’anodizzazione possono essere così riassunte:
2Al + 3H2O → Al2O3 + 6H+ + 6e−
4Al + 6(H2SO4) → 2Al2O3 + 6(SO−3) + 3(H2)g + 6H+ + 6e−
Questo processo migliora la superficie aumentando la durezza, migliorando la resistenza alla corrosione e fornendo isolamento elettrico.
I produttori scelgono l'anodizzazione per le parti in alluminio per ottenere una serie di vantaggi funzionali ed estetici. Il processo non solo protegge il metallo ma ne migliora anche l'aspetto e le prestazioni in ambienti difficili.
Beneficio | Descrizione |
|---|---|
Resistenza alla corrosione | Lo strato di ossido agisce come uno scudo, aiutando le parti a sopravvivere in condizioni difficili come ambienti offshore, aerospaziali e industriali. |
Durabilità | La superficie è resistente ai graffi e resistente, ideale per le parti soggette a uso o manipolazione regolare. |
Isolamento elettrico | Lo strato anodizzato non è conduttivo, previene i cortocircuiti e migliora la sicurezza vicino ai cavi o ai componenti elettronici. |
Aspetto pulito | Le finiture trasparenti o nere forniscono un aspetto professionale e lucido, adatto per le parti rivolte al cliente. |
Manutenzione ridotta | Le parti anodizzate sono più facili da pulire e hanno meno probabilità di usurarsi o sfaldarsi nel tempo. |
Forte ritenzione del colorante | Una volta tinta, la finitura resiste allo sbiadimento meglio della vernice o dei rivestimenti in polvere. |
Migliore adesione | Le superfici anodizzate migliorano l'adesione di vernice o colla, utili per l'assemblaggio a valle. |
Ripetibilità | Il processo fornisce risultati coerenti tra i batch. |
L'anodizzazione offre un modo affidabile per prolungare la durata dei componenti in alluminio mantenendo una finitura uniforme e attraente.
Welden si distingue come fornitore affidabile di servizi avanzati di anodizzazione e finitura. L’azienda utilizza tecnologie all’avanguardia e competenze artigianali per fornire risultati di alta qualità per una vasta gamma di settori. I trattamenti superficiali di Welden includono anodizzazione, rivestimento, placcatura e lucidatura. Questi processi aiutano a proteggere le parti in alluminio dalla corrosione e dall'usura, migliorandone anche l'aspetto.
L'esperienza di Welden copre ogni fase della produzione, dalla fabbricazione iniziale alla finitura finale. Il team garantisce che ogni parte soddisfi rigorosi standard di qualità e requisiti del cliente. I servizi di anodizzazione di Welden supportano esigenze sia decorative che funzionali, rendendoli adatti per prodotti di consumo, apparecchiature industriali e applicazioni specializzate.
L'impegno di Welden nei confronti dell'innovazione e del controllo qualità garantisce che ogni parte in alluminio anodizzato funzioni in modo affidabile nell'ambiente previsto.
L'anodizzazione di tipo II è un metodo ampiamente utilizzato per migliorare le superfici in alluminio. Il processo inizia con un'accurata pulizia della parte in alluminio per rimuovere eventuali contaminanti. La parte viene quindi immersa in un bagno elettrolitico di acido solforico. Una corrente elettrica attraversa il bagno provocando l'ossidazione della superficie dell'alluminio e la formazione di uno strato di ossido controllato ed uniforme. Questo strato diventa parte integrante del metallo, fornendo una finitura versatile e durevole.
Gli standard del settore specificano che l'anodizzazione di tipo ii produce tipicamente uno spessore del rivestimento compreso tra 0,0001' e 0,001'. Questo strato più sottile offre flessibilità per una varietà di applicazioni, soprattutto dove sono importanti tolleranze strette. La tabella seguente confronta lo spessore e la durata dell'anodizzazione di tipo ii con quella di tipo iii:
Tipo di anodizzazione | Spessore tipico | Durabilità |
|---|---|---|
Tipo II | 0,0001'–0,001' | Più sottile, versatile |
Tipo III | 0,0005'–0,003' | Più spesso, adatto a condizioni estreme |
Le linee di anodizzazione avanzate di Welden garantiscono un controllo preciso del processo, con conseguente qualità costante e protezione affidabile dalla corrosione sulle parti in alluminio.
L'anodizzazione di tipo II avvantaggia un'ampia gamma di settori offrendo un equilibrio tra prestazioni, aspetto ed efficienza dei costi. Il processo fornisce una moderata resistenza alla corrosione, rendendolo adatto ad ambienti in cui l'esposizione all'umidità o alle sostanze chimiche rappresenta un problema. Lo strato di ossido inoltre migliora la resistenza ai graffi e contribuisce a mantenere l'aspetto del pezzo nel tempo.
Una delle caratteristiche distintive dell'anodizzazione di tipo ii è la sua ampia scelta di opzioni di colore. La natura porosa dello strato di ossido consente una penetrazione profonda del colorante, ottenendo finiture vibranti e di lunga durata. La tabella seguente evidenzia le scelte cromatiche comuni e il loro impatto sull'estetica e sulle applicazioni:
Colore | Impatto estetico | Applicazioni |
|---|---|---|
Trasparente/Argento | Mantiene l'aspetto naturale dell'alluminio, migliora la durata e la resistenza alla corrosione | Componenti architettonici, elettronici, automobilistici |
Nero | Offre un aspetto sofisticato, eccellente resistenza ai raggi UV e protezione dalla corrosione | Elementi architettonici, elettronica di consumo |
Blu | Varia dal pastello al vibrante, versatile nel design | Aerospaziale, industria medica, elettronica di consumo |
Red | Audace e accattivante, ideale per immagini di grande impatto | Parti automobilistiche, dispositivi medici, accessori moda |
Verde | Naturale e rinfrescante, evoca la sostenibilità | Elementi architettonici, prodotti ecologici |
Oro | Finitura lussuosa, apprezzata per oggetti decorativi | Gioielli, hardware decorativo, prodotti di fascia alta |
Colori personalizzati | Consente design unici e opportunità di branding | Varie applicazioni, adattate alle esigenze aziendali |
L'esperienza di Welden nell'anodizzazione decorativa e funzionale garantisce che ogni parte riceva una finitura su misura per l'uso previsto, sia per l'aspetto estetico che per una maggiore durata.
L'anodizzazione di tipo II è la scelta preferita per molti prodotti commerciali e di consumo. La sua versatilità lo rende ideale per applicazioni in cui l'aspetto, la moderata protezione dalla corrosione e il costo sono considerazioni chiave. Gli usi comuni includono:
Custodie e cornici per elettronica di consumo
Finiture automobilistiche e componenti interni
Hardware e infissi architettonici
Involucri per dispositivi medici
Articoli sportivi e attrezzature per esterni
I produttori scelgono l'anodizzazione di tipo ii quando necessitano di un'affidabile resistenza alla corrosione, un'ampia gamma di opzioni di colore e una soluzione economicamente vantaggiosa per le parti in alluminio. I servizi di finitura completi di Welden supportano sia la produzione di volumi elevati che i progetti personalizzati, garantendo che ogni componente soddisfi rigorosi standard di qualità e prestazioni.
L'anodizzazione di tipo iii, nota anche come anodizzazione a rivestimento duro, produce uno strato di ossido molto più spesso e denso sulle superfici di alluminio rispetto all'anodizzazione standard. Il processo inizia con un'accurata pulizia della parte in alluminio. La parte viene quindi immersa in un bagno di acido solforico freddo. Gli operatori applicano una corrente più elevata e mantengono una temperatura inferiore rispetto all'anodizzazione di tipo II. Questa combinazione crea uno strato duro e resistente all'usura che si integra con il metallo di base.
Lo strato risultante misura tipicamente tra 25 e 150 micrometri (μm) di spessore. Questo spessore maggiore è fondamentale per le applicazioni che richiedono la massima durata. Lo strato di rivestimento duro raggiunge valori di durezza nell'intervallo HV 400–500+, che aumentano significativamente la capacità della superficie di resistere all'abrasione e alle sollecitazioni meccaniche. La struttura densa dello strato garantisce inoltre un eccellente isolamento elettrico e resistenza alla corrosione.
L'anodizzazione di tipo iii avvantaggia le industrie che richiedono che i componenti funzionino in modo affidabile in condizioni estreme. Il processo offre una resistenza all'abrasione superiore, rendendolo ideale per le parti esposte a movimenti frequenti o al contatto con altre superfici. Lo spesso strato di ossido riduce l'usura dovuta all'attrito e prolunga la durata delle parti in alluminio.
I principali vantaggi dell'anodizzazione di tipo iii includono:
Eccezionale resistenza all'usura grazie all'elevata durezza dello strato di rivestimento duro.
Maggiore protezione dalla corrosione, anche in ambienti aggressivi.
Stabilità termica migliorata, consentendo alle parti di funzionare a temperature elevate.
Prestazioni costanti su grandi cicli di produzione.
Le capacità di finitura avanzate di Welden garantiscono che ogni progetto di anodizzazione di tipo iii soddisfi rigorosi standard di qualità. L'esperienza dell'azienda nell'anodizzazione del rivestimento duro consente un controllo preciso sullo spessore e sull'uniformità dello strato, ottenendo finiture ad alte prestazioni per applicazioni impegnative.
L'anodizzazione di tipo iii è la scelta preferita per le parti in alluminio utilizzate in ambienti difficili o soggetti a usura elevata. Le industrie fanno affidamento su questo processo per proteggere i componenti critici e mantenere le prestazioni nel tempo. Le applicazioni comuni includono:
Settore aerospaziale: il carrello di atterraggio e le parti del motore degli aerei richiedono la durabilità e la resistenza alla corrosione fornite dall'anodizzazione di tipo iii.
Marino: l'hardware esposto all'acqua salata beneficia dello spesso strato protettivo.
Lavorazione chimica: gli alloggiamenti e le staffe resistenti ai prodotti chimici industriali utilizzano l'anodizzazione di tipo iii per una protezione a lungo termine.
Operazioni ad alta temperatura: i componenti che funzionano a temperature superiori a 200°F dipendono dalla stabilità termica dello strato di rivestimento duro.
La versatilità dell'anodizzazione di tipo iii si estende ai settori militare, automobilistico e delle attrezzature pesanti. Welden offre finiture ad alte prestazioni che soddisfano le esigenze di questi settori, garantendo che ogni parte riceva lo spessore dello strato e la durezza ottimali per l'uso previsto.
Per i progetti che richiedono la massima durata, resistenza all'abrasione superiore e protezione duratura, l'anodizzazione di tipo iii si distingue come standard del settore.
La durabilità e la resistenza all'usura sono fattori critici quando si seleziona un processo di anodizzazione per le parti in alluminio. L'anodizzazione di tipo II fornisce un livello moderato di protezione, rendendola adatta per componenti soggetti a usura da leggera a moderata. Lo strato protettivo formato durante questo processo offre un'affidabile resistenza alla corrosione e aiuta a mantenere l'aspetto delle parti nel tempo. Tuttavia, negli ambienti in cui l'abrasione o il contatto ripetuto sono comuni, risalta l'anodizzazione di tipo iii.
L'anodizzazione di tipo iii, spesso chiamata anodizzazione hardcoat, crea uno strato protettivo molto più spesso e denso. Ciò si traduce in un'eccezionale resistenza all'usura, consentendo alle parti di sopportare forti sollecitazioni meccaniche e un uso frequente. Lo strato di rivestimento duro non solo resiste ai graffi ma prolunga anche la durata dei componenti in alluminio nelle applicazioni più impegnative.
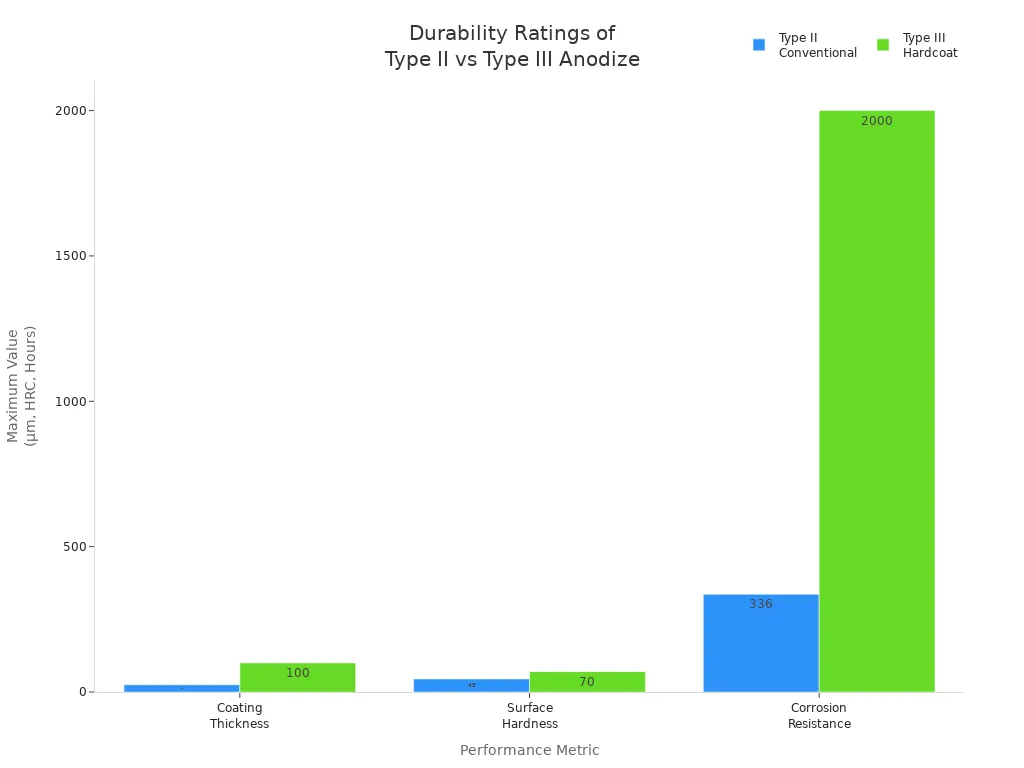
La tabella seguente riassume i valori di durabilità secondo gli standard ASTM:
Metrica delle prestazioni | Tipo II (anodizzazione convenzionale) | Tipo III (anodizzato con rivestimento duro) |
|---|---|---|
Spessore del rivestimento | 0,0002″ – 0,001″ (5 – 25 µm) | 0,001″ – 0,004″ (25 – 100 µm) |
Durezza superficiale | 30 – 45 HRC (200 – 400 HV) | 60 – 70 HRC (600 – 700 HV) |
Resistenza all'abrasione | Moderare | Eccellente |
Resistenza alla corrosione | 336+ ore | 1000 – 2000+ ore |
L'anodizzazione di tipo iii è la scelta preferita per le parti esposte ad ambienti ad alta usura, come macchinari industriali, componenti aerospaziali e hardware marino. L'anodizzazione di tipo II rimane una soluzione economica per parti decorative o poco utilizzate.
La durata media di questi rivestimenti riflette anche la loro durabilità:
Tipo di rivestimento | Durata media della vita | Note |
|---|---|---|
Anodizzato di tipo II | 10-15 anni | Durata di vita più breve, soprattutto in ambienti ad alta usura |
Anodizzato di tipo III | 15-20+ anni | Durata della vita più lunga, più durevole in condizioni difficili |
L'anodizzazione di tipo II dura in genere 10-15 anni in ambienti esterni.
L'anodizzazione di tipo iii può durare 15-20 anni o più, a seconda della manutenzione e dell'esposizione.
Lo spessore e la durezza dello strato anodizzato svolgono un ruolo diretto nelle prestazioni delle parti in alluminio. L'anodizzazione di tipo II produce uno strato protettivo più sottile, solitamente tra 5 e 25 micrometri. Ciò è sufficiente per molti prodotti di consumo e applicazioni in cui sono importanti tolleranze strette. La durezza superficiale ottenuta con l'anodizzazione di tipo II varia da 200 a 400 HV (Vickers), che è significativamente superiore a quella dell'alluminio non trattato.
L'anodizzazione di tipo iii, al contrario, forma uno strato molto più spesso, in genere da 25 a 100 micrometri. Questo processo di rivestimento duro produce valori di durezza superficiale compresi tra 600 e 700 HV, rivaleggiando o superando la durezza dell'acciaio inossidabile. Lo spessore e la durezza maggiori garantiscono una resistenza all'usura e una protezione superiori contro i danni meccanici.
La seguente tabella confronta visivamente lo spessore del rivestimento, la durezza superficiale e la resistenza alla corrosione per entrambi i tipi di anodizzazione:
Un confronto dei valori di durezza per i materiali comuni:
Materiale | Durezza (Vickers) |
|---|---|
Lega di alluminio non trattata 6082 | Alta tensione 100 – 120 |
Lega anodizzata dura | Alta tensione 400 – 460 |
Acciaio inossidabile | Alta tensione 300 – 350 |
Acciaio dolce | Alta tensione 200 – 220 |
Lo strato di rivestimento duro derivante dall'anodizzazione di tipo iii offre un livello di resistenza all'usura e protezione superficiale che non ha eguali nei processi di anodizzazione standard.
L'aspetto e la flessibilità del colore sono considerazioni importanti per molti settori. L'anodizzazione di tipo ii offre un'ampia gamma di opzioni di colore, tra cui trasparente, nero, blu, rosso, verde, oro e tonalità personalizzate. La natura porosa dello strato protettivo consente ai coloranti di penetrare in profondità, ottenendo finiture vibranti e di lunga durata. Ciò rende l'anodizzazione di tipo II ideale per prodotti di consumo, elettronica ed elementi architettonici in cui l'estetica è importante.
L'anodizzazione di tipo iii, sebbene superiore in termini di resistenza all'usura, ha scelte di colore più limitate. Lo strato protettivo denso e spesso limita l'assorbimento del colorante, quindi la maggior parte delle parti rifinite con anodizzazione di tipo iii appaiono in tonalità di grigio, bronzo scuro o nero. Queste finiture sono altamente funzionali e forniscono un'eccellente resistenza alla corrosione, ma non offrono lo stesso livello di personalizzazione visiva dell'anodizzazione di tipo ii.
L'anodizzazione di tipo II è la soluzione migliore per progetti che richiedono sia un aspetto decorativo che una protezione moderata.
L'anodizzazione di tipo iii viene scelta quando la massima durata e resistenza all'usura sono le massime priorità, anche se le opzioni di colore sono limitate.
L'esperienza di Welden garantisce che ogni processo di anodizzazione fornisca il giusto equilibrio tra aspetto, prestazioni e protezione per la tua applicazione.
Il costo gioca un ruolo significativo nella scelta del giusto processo di anodizzazione per le parti in alluminio. L'anodizzazione di Tipo II è generalmente più economica rispetto a quella di Tipo III. Il processo di Tipo II richiede meno energia, funziona a temperature più elevate e utilizza densità di corrente inferiori. Questi fattori riducono i costi operativi e rendono il Tipo II una scelta economicamente vantaggiosa per molte applicazioni.
L'anodizzazione di tipo III, nota anche come anodizzazione a rivestimento duro, prevede un processo più intenso. Richiede temperature del bagno più basse e densità di corrente più elevate. Queste condizioni aumentano il consumo energetico e allungano i tempi di lavorazione. Lo strato di ossido più spesso e denso prodotto dal Tipo III richiede anche un controllo più preciso e attrezzature specializzate. Di conseguenza, il costo per parte è più elevato.
La tabella seguente riassume le tipiche differenze di costo:
Tipo di anodizzazione | Costo medio per parte | Principali fattori di costo |
|---|---|---|
Tipo II | $ 8 | Energia inferiore, elaborazione più rapida |
Tipo III | $ 15 | Energia più elevata, elaborazione più lunga |
Suggerimento: quando si definisce il budget per un progetto, considerare non solo il costo iniziale ma anche il potenziale risparmio derivante dalla riduzione della manutenzione e dalla maggiore durata dei componenti, soprattutto in ambienti ad alto rischio di corrosione.
Per i cicli di produzione di volumi elevati in cui l'aspetto e la protezione moderata sono priorità, l'anodizzazione di Tipo II offre un valore eccellente. Per i componenti critici esposti a forte usura o ad ambienti aggressivi, il costo iniziale più elevato del Tipo III può essere giustificato dalla sua durata e resistenza alla corrosione superiori.
La scelta tra l'anodizzazione di Tipo II e di Tipo III dipende dai requisiti specifici della vostra applicazione. Ciascun processo offre vantaggi unici in linea con le diverse esigenze prestazionali.
L'anodizzazione di tipo II è più adatta per:
Prodotti di consumo in cui l'aspetto e la varietà di colori sono importanti.
Parti che richiedono una protezione moderata dalla corrosione in ambienti interni o esterni miti.
Componenti con tolleranze dimensionali strette.
Applicazioni in cui il controllo dei costi è una preoccupazione primaria.
L'anodizzazione di tipo III è ideale per:
Macchinari e attrezzature industriali esposti a forte usura.
Componenti aerospaziali e marini che affrontano ambienti difficili e richiedono la massima resistenza alla corrosione.
Parti che devono resistere a pulizie frequenti, abrasioni o esposizione chimica.
Applicazioni in cui la durata prolungata e la manutenzione minima sono fondamentali.
La seguente lista di controllo può aiutarti a guidare la tua decisione:
Valutare l'ambiente operativo: la parte sarà esposta a elevata usura, abrasione o sostanze chimiche aggressive?
Determinare l'importanza dell'aspetto: è necessaria un'ampia gamma di colori o una finitura decorativa?
Valutare i vincoli di budget: è più importante il costo iniziale o la durabilità a lungo termine?
Considera i requisiti dimensionali: la parte deve mantenere tolleranze strette dopo l'anodizzazione?
Nota: il team di Welden può fornire una guida esperta per abbinare il giusto processo di anodizzazione alle esigenze del tuo progetto, garantendo prestazioni ottimali e protezione contro la corrosione.
Valutando attentamente questi fattori, ingegneri e acquirenti possono selezionare il tipo di anodizzazione più adatto per le loro parti in alluminio, bilanciando costi, prestazioni e longevità.
Selezionare il giusto trattamento superficiale per i componenti in alluminio è un passaggio fondamentale per garantire prestazioni e longevità ottimali. La domanda su come sapere se l'anodizzazione di tipo II è adatta per le mie parti in alluminio? richiede un’attenta valutazione di diversi fattori. Questa sezione ti aiuterà a orientarti nel processo decisionale esaminando le considerazioni chiave, confrontando gli scenari in cui il tipo ii è preferibile al tipo iii e delineando le principali limitazioni dell'anodizzazione di tipo ii.
Nel determinare come sapere se l'anodizzazione di tipo II è adatta per le mie parti in alluminio?, è importante valutare l'ambiente specifico, l'usura prevista, l'estetica desiderata e i vincoli di budget. Ciascuno di questi fattori gioca un ruolo significativo nella decisione finale.
Ambiente operativo : l'anodizzazione di tipo II funziona bene in ambienti interni o esterni miti. Offre una protezione moderata contro la corrosione, rendendolo adatto per parti che non sono esposte ad agenti chimici aggressivi o ad abrasione costante.
Usura e utilizzo : se le parti subiscono una manipolazione da leggera a moderata, l'anodizzazione di tipo II garantisce una durata sufficiente. Non è destinato ad applicazioni ad alta usura o per impieghi gravosi.
Requisiti estetici : l'anodizzazione di tipo II supporta un'ampia gamma di colori e finiture vivaci. Ciò lo rende ideale per prodotti di consumo, elettronica ed elementi architettonici in cui l'aspetto è una priorità.
Considerazioni sui costi : i progetti con requisiti di budget rigorosi spesso beneficiano del rapporto costo-efficacia dell'anodizzazione di tipo ii. Il processo richiede meno energia ed è più veloce rispetto alle opzioni con rivestimento duro.
La responsabilità ambientale è un altro aspetto importante. La tabella seguente riassume i principali fattori ambientali da considerare quando si valuta come sapere se l'anodizzazione di tipo II è adatta per le mie parti in alluminio?:
Fattore ambientale | Descrizione |
|---|---|
Gestione delle sostanze chimiche pericolose | La corretta gestione delle sostanze chimiche come l’acido solforico e cromico è fondamentale per prevenire i rifiuti pericolosi. |
Consumo energetico | L'anodizzazione richiede una quantità significativa di elettricità; l’utilizzo di energie rinnovabili può ridurre l’impronta di carbonio. |
Sostenibilità del processo di anodizzazione | Lo strato anodizzato è atossico e migliora la durata, contribuendo a ridurre gli sprechi di materiale. |
Il team di Welden offre consulenza di esperti per aiutarti a valutare questi fattori e selezionare la soluzione di anodizzazione più appropriata per la tua applicazione.
Capire come sapere se l'anodizzazione di tipo II è adatta per le mie parti in alluminio? comporta il confronto dei vantaggi del tipo ii con quelli del tipo iii. Il tipo ii è la scelta preferita nei seguenti scenari:
Flessibilità estetica : quando le tue parti richiedono un colore o una finitura decorativa specifica, l'anodizzazione di tipo II offre risultati superiori. Il processo consente una penetrazione profonda del colorante e un'ampia tavolozza di colori.
Tolleranze strette : per i componenti che devono mantenere dimensioni precise, lo strato di ossido più sottile di tipo ii riduce al minimo le variazioni dimensionali.
Condizioni di servizio moderate : se le parti non saranno esposte ad abrasione estrema, stress meccanico pesante o sostanze chimiche aggressive, il tipo II fornisce una protezione adeguata.
Efficienza dei costi : i progetti con grandi volumi di produzione o budget limitati beneficiano dei costi di lavorazione inferiori dell'anodizzazione di tipo ii.
Nel valutare come sapere se l'anodizzazione di tipo II è adatta alle mie parti in alluminio?, considera la seguente lista di controllo:
La parte verrà utilizzata in un ambiente controllato o interno.
L'aspetto e la personalizzazione del colore sono importanti.
L'applicazione non comporta usura elevata o esposizione aggressiva.
I vincoli di bilancio favoriscono un processo più economico.
Gli specialisti di Welden possono guidarti attraverso queste considerazioni, assicurando che le tue parti ricevano la finitura ottimale per l'uso previsto.
Sebbene l'anodizzazione di tipo ii offra molti vantaggi, è essenziale riconoscerne i limiti quando si decide come sapere se l'anodizzazione di tipo ii è adatta alle mie parti in alluminio?. Il processo potrebbe non essere adatto a tutte le applicazioni, soprattutto laddove è richiesta la massima durata.
L'anodizzazione di tipo II non è adatta per applicazioni soggette a usura elevata.
MIL-PRF-8625F non specifica i requisiti dell'indice di usura per il tipo ii, indicando una mancanza di resistenza all'usura misurabile.
La natura porosa del rivestimento di tipo II lo rende suscettibile ai danni da abrasione e al degrado ambientale.
Il tipo ii fornisce una durata adeguata per le applicazioni interne ma ha prestazioni inferiori rispetto al tipo iii e alla verniciatura a polvere in termini di resistenza all'usura.
Il tipo ii potrebbe non essere ideale per applicazioni che richiedono elevata resistenza alla corrosione o all'abrasione a causa della sua natura porosa.
Per le parti che devono resistere ad abrasioni frequenti, sostanze chimiche aggressive o esposizione all'esterno, l'anodizzazione di tipo III o rivestimenti alternativi possono offrire una migliore protezione a lungo termine.
I servizi di consulenza di Welden possono aiutarti a superare queste limitazioni e a selezionare il miglior processo di anodizzazione per il tuo progetto. La loro esperienza garantisce che ogni parte riceva il giusto equilibrio tra protezione, aspetto ed efficienza dei costi.
La scelta del ottimale processo di anodizzazione per le vostre parti in alluminio richiede una chiara comprensione sia dell'ambiente applicativo che delle esigenze meccaniche imposte a ciascun componente. La scelta giusta garantisce prestazioni a lungo termine, efficienza dei costi e conformità agli standard di settore.
L'ambiente operativo e i requisiti meccanici svolgono un ruolo decisivo nel processo di selezione. Considera i seguenti fattori:
L'anodizzazione di tipo II funziona bene per i progetti che danno priorità alla varietà cromatica e all'attrattiva visiva. È adatto per parti esposte ad usura moderata e ambienti non aggressivi.
L'anodizzazione di tipo III, nota anche come anodizzazione dura, crea uno strato di ossido più spesso e robusto. Ciò lo rende ideale per applicazioni che richiedono una forte protezione, soprattutto in ambienti difficili come quelli aerospaziali, militari e dei macchinari pesanti.
Le applicazioni industriali e militari spesso richiedono la maggiore durata garantita dall'anodizzazione di Tipo III, poiché queste parti devono resistere a frequenti abrasioni e sollecitazioni meccaniche.
Suggerimento: valutare sempre l'esposizione prevista a sostanze chimiche, temperature estreme e carichi meccanici prima di finalizzare il processo di anodizzazione.
I vincoli di budget e l’estetica desiderata possono influenzare in modo significativo la scelta tra l’anodizzazione di Tipo II e di Tipo III. Le considerazioni chiave includono:
L'anodizzazione di tipo II è generalmente più conveniente, il che la rende un'opzione preferita per grandi cicli di produzione o quando il controllo dei costi è essenziale.
I colori personalizzati possono aumentare i costi, soprattutto per lotti più piccoli. I colori standard offrono una soluzione più economica.
La quantità dell'ordine influisce sui prezzi. Volumi più grandi in genere riducono il costo per pezzo, rendendo i progetti ad alto volume più convenienti.
Quando l'aspetto e il marchio sono importanti, l'anodizzazione di Tipo II offre una gamma più ampia di opzioni di colore. Per i progetti in cui la durabilità supera l'estetica, il Tipo III rimane la scelta migliore.
Rispettare gli standard di settore è fondamentale, soprattutto per settori come quello aerospaziale e dei dispositivi medici. La tabella seguente illustra i requisiti principali:
Tipo standard | Descrizione |
|---|---|
Anodizzazione di tipo II | Aumenta la resistenza alla corrosione e ai graffi, consente la tintura |
Anodizzazione di tipo III | Fornisce un rivestimento denso e durevole per la massima resistenza ai graffi e all'usura |
Resistenza alla sterilizzazione | Deve resistere da 50 a 100 cicli di sterilizzazione senza perdita di integrità |
Una maggiore resistenza alla corrosione e una maggiore robustezza sono essenziali per la conformità.
Per le applicazioni mediche e alimentari è necessaria una sterilizzazione efficace.
Per progetti complessi o con specifiche elevate, la consulenza con gli esperti di Welden garantisce che il processo di anodizzazione soddisfi tutti i requisiti tecnici e normativi. Il team di Welden può aiutarti a trovare l'equilibrio tra prestazioni, costi e conformità, offrendo soluzioni su misura per il tuo settore.

L'anodizzazione di tipo II trova un uso diffuso nei prodotti di consumo in cui contano sia l'aspetto che la durata moderata. I produttori spesso scelgono questo processo per articoli che richiedono una finitura pulita e attraente e una gamma di opzioni di colore. Molti dispositivi elettronici, come custodie per smartphone, custodie per laptop e apparecchiature audio, presentano superfici anodizzate di tipo II. Questa finitura non solo migliora l'aspetto visivo, ma fornisce anche uno strato di protezione contro graffi e impronte digitali.
Gli articoli per la casa, inclusi utensili da cucina, pentole e apparecchi di illuminazione, beneficiano dell'anodizzazione di Tipo II. Il processo consente colori vivaci e una superficie liscia, rendendo queste parti più attraenti per i consumatori. Anche gli articoli sportivi, come componenti di biciclette e mazze da golf, utilizzano questo metodo per raggiungere un equilibrio tra estetica e resistenza all'usura quotidiana. Le aziende apprezzano la ripetibilità e il rapporto costo-efficacia dell'anodizzazione di Tipo II per la produzione in grandi volumi di parti in alluminio lavorato.
L'anodizzazione di tipo III, nota anche come anodizzazione a rivestimento duro, serve le industrie che richiedono la massima durata e protezione. Questo processo crea uno strato di ossido spesso e denso che resiste ad ambienti difficili e ad un uso intenso. Molti settori si affidano all’anodizzazione di Tipo III per componenti critici.
Settore aerospaziale: i carrelli di atterraggio e i sistemi idraulici degli aerei richiedono maggiore durabilità e resistenza alla corrosione.
Settore automobilistico: le parti del motore e i sistemi di trasmissione beneficiano di prestazioni e longevità migliorate.
Militari: armi, munizioni ed equipaggiamento tattico devono resistere a condizioni estreme e maneggiamenti frequenti.
Settore marittimo: le parti e le attrezzature dell'imbarcazione necessitano di protezione dalla corrosione dovuta all'acqua salata.
Industriale: macchinari e strumenti pesanti operano in ambienti rigorosi e dipendono da finiture robuste.
Queste applicazioni dimostrano l'importanza di selezionare il giusto processo di anodizzazione per le parti che devono affrontare condizioni operative impegnative.
Welden ha una vasta esperienza nella fornitura di soluzioni anodizzate per una varietà di settori. L'azienda ha recentemente collaborato con un produttore di dispositivi medici di precisione. Il cliente richiedeva parti in alluminio lavorato con una superficie resistente e facile da pulire in grado di resistere a ripetuti cicli di sterilizzazione. Welden consiglia l'anodizzazione di Tipo III per questi componenti. Il risultato è stato una finitura che soddisfaceva rigorosi standard igienici e forniva resistenza a lungo termine all'usura e alla corrosione.
In un altro progetto, Welden ha fornito alloggiamenti anodizzati per l'elettronica di consumo. Il cliente ha dato priorità all'aspetto e al marchio, quindi Welden ha utilizzato l'anodizzazione di Tipo II per ottenere un colore vibrante e uniforme su tutte le parti. Il processo ha garantito una qualità costante e un aspetto premium, aiutando il cliente a distinguersi in un mercato competitivo.
La capacità di Welden di personalizzare le soluzioni di anodizzazione in base a requisiti specifici garantisce che ogni parte funzioni in modo affidabile, sia in un ospedale, in una fabbrica o a casa di un consumatore.
La scelta del giusto processo di anodizzazione per le parti in alluminio richiede un'attenta pianificazione e attenzione ai dettagli. Molte organizzazioni incontrano battute d'arresto dovute a errori comuni durante le specifiche, la progettazione o la produzione. Comprendere queste insidie può aiutare a garantire prestazioni ottimali ed efficienza dei costi.
1. Considerazione dei requisiti dell'applicazione
Molti ingegneri selezionano un tipo di anodizzazione basandosi solo sul costo o sull'aspetto. Questo approccio può portare a usura prematura o corrosione. Abbinare sempre il tipo di anodizzazione all'ambiente operativo della parte e alle esigenze meccaniche. Ad esempio, l'utilizzo dell'anodizzazione di Tipo II per parti esposte a forte abrasione o ad agenti chimici spesso provoca un rapido degrado della superficie.
2. Ignorare le modifiche alla tolleranza
L'anodizzazione aggiunge spessore alle superfici in alluminio. La mancata considerazione di questo cambiamento dimensionale può causare problemi di assemblaggio o il rifiuto della parte. Specificare le tolleranze critiche tenendo presente lo strato anodizzato. Consultare il proprio fornitore di anodizzazione nelle prime fasi della fase di progettazione per evitare costose rilavorazioni.
3. Preparazione della superficie inadeguata
Contaminanti superficiali come residui di olio, grasso o ossido possono compromettere la qualità della finitura anodizzata. Una preparazione inadeguata porta a rivestimenti irregolari, ridotta resistenza alla corrosione e colore incoerente. Assicurarsi che tutte le parti siano sottoposte a pulizia e ispezione approfondite prima dell'anodizzazione.
4. Incomprensione dei limiti del colore
L'anodizzazione di tipo III offre opzioni di colore limitate a causa del suo denso strato di ossido. Il tentativo di ottenere colori vivaci o personalizzati con il Tipo III spesso si traduce in finiture tenui o incoerenti. Per i progetti in cui il colore è fondamentale, scegli l'anodizzazione di Tipo II e comunica chiaramente i requisiti di colore.
5. Trascurare la sigillatura post-anodizzazione
Gli strati anodizzati non sigillati rimangono porosi e vulnerabili alle macchie o agli attacchi chimici. Specificare sempre la sigillatura sia per l'anodizzazione di Tipo II che per quella di Tipo III, a meno che l'applicazione non richieda una superficie non sigillata per l'incollaggio o la conduttività.
Suggerimento: una collaborazione tempestiva con il tuo partner di anodizzazione può prevenire la maggior parte degli errori di specifica. Il team di Welden fornisce indicazioni sulla selezione del processo, sulle tolleranze e sulle opzioni di finitura per garantire che le tue parti soddisfino tutti i requisiti funzionali ed estetici.
Tabella riassuntiva: errori chiave e soluzioni
Errore | Impatto | Soluzione |
|---|---|---|
Tipo di anodizzazione errato | Fallimento prematuro | Abbina il processo all'applicazione |
Ignorando spessore/tolleranza | Problemi di assemblaggio | Specificare le tolleranze post-anodizzazione |
Scarsa preparazione della superficie | Finitura difettosa | Garantire una pulizia accurata |
Aspettative di colore non realistiche | Aspetto insoddisfacente | Scegli il tipo di anodizzazione corretto |
Saltare la sigillatura | Durata ridotta | Specificare sempre la sigillatura |
Evitare questi errori ti aiuterà a ottenere parti anodizzate affidabili e di alta qualità. L'esperienza di Welden garantisce che ogni progetto tragga vantaggio dalle migliori pratiche e dal supporto leader del settore.
Selezionare il giusto processo di anodizzazione per il tuo progetto può sembrare complesso, ma un approccio strutturato semplifica la decisione. Utilizza la seguente lista di controllo per valutare le tue esigenze e abbinarle al processo più adatto per le tue parti in alluminio.
Punto decisionale | Cosa considerare |
|---|---|
Modalità di guasto primario | Il rischio principale è la corrosione, l’abrasione, la fatica o l’esposizione chimica? |
Ambiente di servizio | La parte funzionerà all'interno, all'esterno o in un ambiente sterile? |
Tolleranza dimensionale | Il tuo progetto richiede tolleranze strette? Il tipo III aggiunge più spessore e potrebbe richiedere aggiustamenti. |
Conduttività elettrica | L'applicazione richiede la messa a terra o il contatto elettrico? Potrebbe essere necessaria una lavorazione speciale. |
Identifica la principale minaccia alle prestazioni della tua parte. La corrosione e l'abrasione richiedono diversi livelli di protezione.
Valutare l'ambiente. Gli ambienti esterni o difficili spesso richiedono la maggiore durata del Tipo III.
Rivedi le tue esigenze dimensionali. Il Tipo II è migliore per tolleranze strette, mentre il Tipo III può richiedere modifiche alla progettazione.
Considera i requisiti elettrici. Alcune applicazioni necessitano di superfici conduttive, che possono influenzare la scelta dell'anodizzazione.
Suggerimento: una chiara comprensione di questi fattori porta a risultati più affidabili ed economicamente vantaggiosi.
Alcuni progetti richiedono più di una lista di controllo. Consultare uno specialista dell'anodizzazione garantisce che le parti in alluminio ricevano la finitura ottimale per l'uso previsto. Il team di Welden fornisce assistenza in ogni fase, dalla progettazione all'ispezione finale.
Fattore | Perché è importante |
|---|---|
Proprietà desiderate | Necessità di massima resistenza alla corrosione, maggiore durezza o altri attributi specifici. |
Uso previsto e standard di settore | Applicazioni con severi requisiti normativi o di settore, come quello aerospaziale o medico. |
Design e geometria | Forme complesse o parti di grandi dimensioni possono richiedere una lavorazione su misura per rivestimenti uniformi. |
Preoccupazioni ambientali e normative | Obiettivi di sostenibilità o restrizioni su alcune sostanze chimiche possono influenzare la selezione del processo. |
Bilancio | I rivestimenti ad alte prestazioni possono aumentare i costi; la consulenza di esperti aiuta a bilanciare prestazioni e prezzo. |
Rivolgiti a un esperto se il tuo progetto prevede ambienti unici, geometrie complesse o rigorose esigenze di conformità.
Una consultazione tempestiva aiuta a prevenire errori costosi e garantisce che i tuoi componenti soddisfino tutti gli standard tecnici e normativi.
Gli specialisti di Welden sono pronti ad aiutarti a orientarti nel processo di anodizzazione. La loro esperienza ti supporta nel raggiungimento del giusto equilibrio tra durata, aspetto e costo per la tua applicazione.
Seguendo questa guida e cercando il contributo di esperti quando necessario, puoi selezionare con sicurezza la migliore soluzione di anodizzazione per le tue parti in alluminio.
La scelta tra l'anodizzazione di Tipo II e di Tipo III dipende da diversi fattori critici. La tabella seguente evidenzia le principali considerazioni:
Fattore | Anodizzazione di tipo II | Anodizzazione di tipo III |
|---|---|---|
Applicazione | Impostazioni leggere e meno impegnative | Condizioni estreme, usura elevata |
Estetica | Colori vivaci, decorativi | Colori limitati, finitura naturale |
Bilancio | Conveniente | Costo più elevato, protezione robusta |
Cronologia della produzione | Elaborazione più rapida | Elaborazione più lunga |
La selezione del giusto processo di anodizzazione garantisce che le parti soddisfino gli obiettivi di prestazioni e aspetto. Per progetti complessi, consulta uno specialista come Welden e utilizza la lista di controllo fornita per guidare la tua decisione.
L'anodizzazione di tipo II crea uno strato di ossido decorativo più sottile. Il tipo III, chiamato anche anodizzazione a rivestimento duro, produce una superficie molto più spessa e dura. Il Tipo III offre una resistenza superiore all'usura e alla corrosione, rendendolo adatto per applicazioni industriali impegnative.
Sì, le parti anodizzate di Tipo II possono essere utilizzate all'aperto. Tuttavia, funzionano meglio in ambienti miti. Per condizioni difficili o altamente corrosive, l'anodizzazione di Tipo III offre una migliore protezione a lungo termine.
L'anodizzazione di tipo II supporta un'ampia gamma di colori vivaci grazie al suo strato di ossido poroso. L'anodizzazione di tipo III ha scelte di colore limitate, solitamente grigio, nero o bronzo scuro, perché lo strato denso assorbe meno colorante.
L'anodizzazione aggiunge spessore alla superficie dell'alluminio. Il tipo II aumenta lo spessore di 5–25 µm, mentre il tipo III aggiunge 25–100 µm. Tenere sempre conto di questa modifica durante la fase di progettazione per mantenere le tolleranze adeguate.
L'anodizzazione è considerata rispettosa dell'ambiente. Il processo produce una finitura atossica e durevole e genera rifiuti minimi. Welden segue rigorosi controlli ambientali per garantire una gestione responsabile dei prodotti chimici e un utilizzo dell'energia.
Sì, Welden fornisce servizi di anodizzazione personalizzati. Il team personalizza lo spessore, il colore e la finitura per soddisfare i requisiti specifici del progetto. Welden offre anche consulenza di esperti per aiutarti a selezionare il processo migliore per la tua richiesta.
Utilizza questa guida rapida:
Requisito | Tipo consigliato |
|---|---|
Finitura decorativa | Tipo II |
Elevata resistenza all'usura | Tipo III |
Tolleranze strette | Tipo II |
Ambienti difficili | Tipo III |
Consulta Welden per progetti complessi o con specifiche elevate.

